2處理措施和過程
制氧工序的檢修一直與煉鋼、煉鐵和不銹鋼等主線工序的檢修同步進行。根據公司檢修計劃,于2006年9月27日對上述安全隱患進行處理,具體處理措施為:
(1)將原DN250mm氧氣專用截止閥作為一段管道使用,閥門常年處于開啟狀態;并緊固兩側法蘭,確保法蘭連接處不泄漏氧氣。在管道上重新加裝一個壓力為614MPa的DN250mm氧氣專用截止閥,將此閥門作為平時操作用切斷閥(中間聯絡閥)。
(2)補焊放散管道開裂處,并對此段管道和閥門進行固定;更換6000m3/h空分設備送氧管道三通閥。
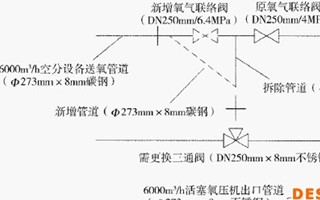
計劃檢修時間18小時,具體檢修施工如圖1所示。
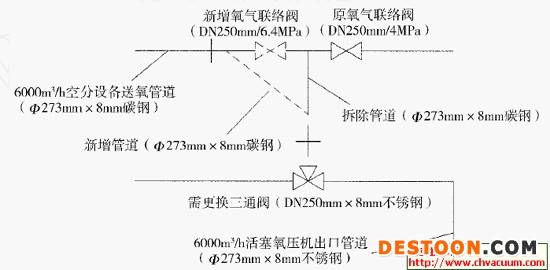
圖1新增中間聯絡閥及更換三通閥施工示意圖