1 前言
福建煉油化工有限公司KZON—150/600—Ⅲ型空分設備配套的空壓機型號是2D8—17/45—Ⅱ(以下簡稱2D8空壓機),杭州制氧機廠制造,為無油潤滑、四級壓縮、二列對稱平衡臥式空壓機。它的最大特點是各級活塞環都采用填充聚四氟乙烯制成,氣缸內無需油潤滑。從而提高了原料空氣的純凈程度,也為該機本身的安全運轉提供了一定保證。
該機于1991年4月20日啟動運行,在其后的一段試運期間,運轉情況不是很好。最大問題是活塞環磨損太快,空壓機出現故障,影響到空分裝置的正常運轉。為此,我們對2D8空壓機出現的故障進行分析并采取了一系列治理措施。
2 故障情況
1991年8月15日 ,運轉中的2D8空壓機突然發出異常響聲,緊急停車后進行大解體,發現三級活塞環磨壞3個,彈簧脹圈拉斷2個,卡在活塞頭上,一級、二級、四級活塞環亦有較大程度磨損。統計運行時間為1062h。從以下幾方面進行了測繪、檢修:
(1)主軸頸、曲軸頸橢圓度、錐度;(2)主軸瓦、曲軸瓦的配合間隙及串量; (3)曲軸張合度;(4)拉桿彎曲度、橢圓度、錐度; (5)缸套橢圓度、錐度;(6)氣缸與活塞、導向環徑向間隙及活塞止點間隙;(7)滑塊與滑道配合間隙;(8)活塞環開口間隙、側間隙及導向環側間隙; (9)十字頭部分;(10)閥片起落高度及試漏;(11)聯軸器找正;(12)齒輪油泵的檢查;(13)更換配件;(14)主要零件的探傷。
但1991年9月23日~1991年10月8日,2D8空壓機一級超壓至1.1MPa,三級壓力降至1.1MPa,拆缸檢查,三級活塞環嚴重磨損,距上次檢修,運行時間僅360h,還不到空分塔正常運轉周期1440h的一半,根本無法滿足正常生產。
3 故障分析
根據填充聚四氟乙烯活塞環的潤滑機理可知,此種活塞環工作壽命的長短主要取決于能否順利建立并有效地保持它在氣缸鏡面上的“自潤滑膜”。據此分析,造成2D8空壓機設備故障的主要原因是:
3. 1 缸內濕度過大
缸內濕度過大的原因較多,其中最主要的原因是氣缸鏡面析出大量冷凝水,三級缸內最易出現這種現象。
按2D8空壓機說明書要求,三、四級氣缸冷卻水的出口溫度。應控制在比同級進氣溫度高2~5℃的范圍內,但由于三級進氣溫度一般’比四級高1~5℃,即使將四級缸冷卻水流量調至最小限度,其出水溫度往往比進氣溫度低2~3℃。當冷卻水的溫度經常等于或低于缸內空氣的“露點”時,氣缸壁附近的飽和空氣便析出水珠,造成所謂鏡面“出汗”現象。這些水分積聚到一定程度時,就會“洗刷”活塞環在鏡面上已形成的“自潤滑膜”,破壞填充聚四氟乙烯的自潤滑性,使活塞環和氣缸鏡面直接摩擦,縮短活塞環的工作壽命。
1991年7月22日 17時,空壓機正常停車,當時循環冷卻水尚未關閉,曾發現二級、一級缸沿活塞桿處有水滲漏現象。在1991年8月2D8空壓機解體檢修中,未發現缸套裂紋,這些滲流出的水,正是氣缸內壁析出的冷凝水。
3. 2 入口空氣過濾器的作用不明顯
本套裝置的入口空氣過濾器型號為PKV型,濾物為拉西環。我們在幾次2D8空壓機檢修中,發現空壓機的活塞填料間、氣閥等氣路系統中,有不少塵土結垢物,而入口空氣過濾器的過濾物拉西環表面“一塵不染”。可見富含塵土的空氣,等于“暢通無阻”地經過這一空氣過濾器,進入空壓機進行壓縮。空氣中的粉塵與氣缸鏡面析出的冷凝水混合結垢(此現象在三級缸中尤為嚴重),使活塞環和氣缸鏡面磨擦力大大增加。
3. 3 開、停機次數過于頻繁
這主要是因為前期開工中,突然停水、停電的現象時常出現,造成從1991年4月30日~8月15日2D8空壓機開機91次,停機90次。
3. 4 活塞環修裝欠佳
二次拆缸發現,三級活塞環受損最嚴重,這與三級排氣溫度較高、四級缸套材料表面粗糙度較大、三級前吹除閥較少、活塞環修裝欠佳等有關。
4 預防、治理措施
4. 1 提高三級缸冷卻水溫度
為了避免三級缸內易析出冷凝水,必須稍稍提高三級缸套冷卻水水溫。為了解決這一問題,我車間將三級級間冷卻器的出水,接入三級缸冷卻水腔進口處,與溫度較低的循環冷卻水相混和,通過控制兩只截止閥的開度,可將冷卻水的出口溫度調節到恰到好處。
表1 為改造前后溫差對比情況。改造后三級排氣溫度略有增加。
表1 三級冷卻水管改造后溫差比較
比較項目
改造前
改造后
四級缸冷卻水出口溫度,t1
30~ 33℃
33~ 38℃
四級缸進氣溫度,t2
33~ 36℃
33~ 36℃
三級缸排氣溫度,t3
100~ 116℃
102~ 120℃
溫差,△t=t1-t2
-2~ -3℃
1~ 4℃
實踐證明,這是解決四級缸鏡面“出汗”問題的有效方法。
4. 2 進風口空氣過濾器改進
原過濾器FKV型,設于7m高處,管徑Φ273mm,過濾面積0.581m2,過濾器的過濾物是拉西環,其初始阻力為100~150Pa(空氣速度不超過 0.3~0.5m/s),實際過濾器初始阻力常小于1OOPa。使用原過濾器,若進入過濾器的空氣中的固體塵粒含量在20mg/m3以下,凈化后空氣中固體塵粒含量能低于1 rog/m3。但本地區風速常常達1~3m/s,空氣含塵濃度高達50mg/m3(空氣含塵濃度高,與當時正值5套裝置施工階段有關,現空氣含塵濃度相對較低)。
我們對三個方案進行了選擇:
第一方案,提高過濾器高度。但因原過濾器設于7m高處,再提高高度,不方便檢修,也不安全,重新設計制作平臺很耗時,所以被否決。
第二方案,保留原過濾器,增加二級過濾。
第三方案,變拉西環過濾為濾袋過濾,加大過濾箱體,將過濾器移至低處。
第三方案原則上最理想,但費用大,施工時間長。對于第二方案,主要解決的問題是,初阻力是否會過大,以至影響進風量以及二級過濾器怎么加。
我們查資料知道,濾網過濾度可達5μm以下,初阻力僅50Pa左右,它是低阻力、亞高效的。而我們的進風要求是過濾度10μm以下即可。這樣,原過濾器初始阻力,與增加濾網造成的初始阻力的和,不大于150Pa,符合原設計要求。
經分析,我們選用了粗孔無紡布實現二級過濾。并且——
(1)將原拉西環用汽油浸洗、晾干,浸泡N68機械油,增加其表面吸附力。
(2)將無紡濾布加工,覆蓋于拉西環后。
(3)當初阻力>400Pa時,清洗拉西環、濾布。濾布清洗用肥皂水、清水即可。
實踐證明,這個方法不僅解決了凈化空氣問題,而且并不影響空氣吸人量以保證正常生產。
4.3 精心修裝活塞環
更換新的活塞環,精心修裝,將其塔臂根部仔細的制成過渡圓弧,避免應力集中,并讓修磨面背向高壓氣體。
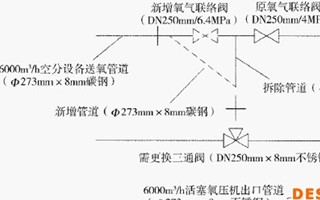
4.4 四級送氣管線上增加放空閥
2D8空壓機安裝配管中,原先沒有四級放空閥,試運期間因水、電不穩定,常出現帶壓緊急停車。2D8空壓機的卸載,由6個DGl2的吹除閥放空,根本排不及。增加四級放空閥后,即使是緊急停機,亦可在幾秒內卸載到安全停機壓力范圍,極大地減少了設備的磨損,也提高了操作安全系數。
4.5 嚴格執行操作規程
為使氣缸內保持干燥,除嚴格控制冷卻水溫外,還應做到:
(1)在空壓機停車前的1~3min內迅速關閉氣缸冷卻水,以提高氣缸冷卻水腔溫度,使缸內冷疑水蒸發排出,并防止了停車后氣缸內繼續析出水珠。這樣要求操作后,再未出現 1991年7月22日 停空壓機后,一、二級氣缸沿活塞桿有水滲流的現象。
(2)按規定及時吹除壓縮空氣中的水分,適當增加二級后吹除次數。并且擬定在二、三級吹除管線上,各增設一個自動疏水裝置以保證吹除的及時性。
4.6 制定更換活塞環的指標
一般廠家以三級排氣壓力作為更換活塞環的衡量指標,當三級排氣壓力降至l MPa時(正常要求保持1.27~1.47MPa),就應更換或檢測活塞環。
1991年8月10日 ,2D8空壓機出現故障前一周,發現空壓機三級排氣壓力降至1.1 MPa。
1991年9月23日 ~ 10月8日 ,空壓機一級超壓至0.185MPa,三級排氣壓力降至1.1MPa,拆檢活塞環,發現活塞環己較嚴重磨損。
綜合資料介紹與實際操作運行情況,我車間擬定當三級排氣壓力降至1.1MPa時,就更換或拆檢活塞環。
5 效果
通過上述綜合治理措施的實行,2D8空壓機正常運行時間已能滿足設計和實用要求。經統計,從1992年2月29日~12月1日,2D8空壓機已連續運轉6400h,空壓機的各級壓力、溫度滿足工藝指際,其排氣量亦能滿足分餾塔、氬塔實際操作需要。
以下是1992年12月2日測得的氧、氮、氬出口流量:
(1)氧出口流量壓差△h=390mmCCl4,氧氣出 分餾塔壓力為1.5ata,氧氣出分餾塔溫度為 25℃ 。查“氧產量Q與壓差流量△h關系圖”得Q= 158m3 /h,查溫度校正系數表εt=0.957,所以設計狀態下氧含量:Q0=Qεt=158×0.957=151. 2m3 /h, 化驗純度達99.8%,高于設計要求的99.2%。產量滿足設計要求,氧氣產量 150m3 /h。
(2)氮出口流量壓差△h=390mmCCl4,氮氣出分餾塔壓力P=1.25ara,氮氣出分餾塔溫度t= 25℃ 。查“氮產量Q與壓差流量Ah關系圖”得Q 685m3 /h,查溫度校正系數表s=0.957,所以設: 計狀態下氮含量:Q0=Qεt=685×0.957= 656m3 /h,化驗氮純度為99.9%,滿足設計要求氮產量 6001m3 /h,純度99.9%。
(3)表盤顯示粗氬流量4. 5m3 /h,粗氬純度99.8%,滿足設計要求,粗氬純度95%,流量3~ 5m3 /h。
通過認真檢修和一系列綜合治理措施的實行,2D8空壓機達到“安、穩、長、滿、優”運行。
后記:1994年車間將入口空氣過濾器改為紙質過濾芯子,使用效果更好,更換更方便。1998年冷卻水系統封閉,實現帶壓循環,各級水溫調節更方便,機組運行良好。