王國海
(北營制氧廠)
摘要:本文介紹了空分裝置的現狀,簡述了北營制氧廠50000Nm3/h制氧機的工藝流程,并對其自動化系統的配置及典型控制回路進行了分析。
關鍵詞:空分裝置 集散控制系統 典型控制系統
The shallow talk about the automation of air separation unit in Oxygen Making Factory
Wang Guohai
(Beiying & Steel Co.Ltd oxygen plant)
Abstract:
The article introduced the current situation of the air separation unit, summarized the engineering process of 50000 NM3/H oxygen generator in Oxygen Making Factory, and carried out analysis on the automatic system allocation and classical control circuit.
Keywords:air separation unit Integrated navar Classical control system
1、概述
隨著世界工業化進程的不斷發展,冶金、化工、機械等傳統工業領域規模的日益龐大,及對氧、氮、氬等氣體要求的日益增加,空氣深度冷凍液化分離方法已成為適應大型工業性生產的首選方法。它的主要原理是將空氣經壓縮、冷卻和液化后利用空氣中氧、氮等氣體的沸點不同,采用多次蒸發,多次冷凝的方法進行精餾分離而得到產品,再按不同用途將產品加壓貯存和輸送給用戶。本文以制氧廠50000Nm3/h制氧機為例談一下其自動化控制系統的特點。
2、空氣分離流程特點及其自動控制系統
2.1工藝流程及主要性能參數
該套空分設備采用分子篩增壓流程,壓縮空氣經分子篩純化后,一路經冷箱內換熱器到氧氮分餾塔下塔分餾;另一路經增壓機增壓的空氣,到換熱器冷卻后再經膨脹機膨脹,最后到氧氮分餾塔上塔進行分餾,得到液氧、液氮、產品氧和氬餾份。另外該套空分采用規整填料塔和全精餾制氬等先進技術外,還采用了液氧自增壓技術,具有負荷變化范圍大,液體產量高的特點。采用液氧泵,將上塔底部的液體打到主冷的上部,也是這一套空分設備流程組織的一個特點。該套空分設備不僅要求有高負荷的工況, 更具備穩定的低負荷工況, 其負荷變化的范圍是50%~105%。
本項目的設備除兩臺空透是GHH公司利舊設備,其它的主體設備均為國產,如氧氣機是杭氧公司的,冰機開利公司的,氮透是沈鼓公司的。這個系統的控制點有模擬量輸入560點,模擬量輸出98點,RTD輸入125點,數字量輸入(24VDC)148點,數字量輸出(220VAC,50Hz)120點。
2.2 自動控制系統
五萬立制氧機組儀控系統采用日本山武的Harmonas DCS過程控制系統,以彩色CRT屏幕顯示、鍵盤操作、自動制表代替了常規的中央控制室內設置的主儀表盤、半模擬盤及操作臺上所設置的顯示、報警、記錄及操作儀表。Harmonas過程控制系統及機旁盤采用UPS不間斷電源供電,包括分析儀表室內所有的分析儀表。
本系統采用利用DCS冗余技術,使控制器、電源及通訊總線采用雙機熱備的形式,控制的可靠性得到進一步提高。能夠實現連續控制、順序控制、邏輯控制、先進控制、數據采集及網絡之間的互相通訊等功能,將生產過程控制、監視操作和工廠管理有機地結合起來。DCS人機界面使用的是INTOUCH軟件,從控制器讀取過程采集來的數據用于顯示,同時操作員把各種控制命令寫到控制器里。總之操作站完成了過程數據的實時監視各種畫面顯示、操作命令的輸入、報警和事件、報表及打印、系統診斷和維護、系統組態。
圖1制氧廠山武DCS系統網絡拓樸圖
系統I/O包括HLAI高電平模擬輸入模塊,LLADMUL(RTD)模塊,模擬量輸出AO模塊,DO(220VAC,50HZ)模塊,DI(24VDC)模塊。系統總I/O負荷占最大允許量的比例小于85%。負荷率是合理的。
為了能使監控準確可靠和對計量的要求,現場選用E+H變送器,閥門分子篩部分采用法液空利舊閥門,其它的大部分采用無錫工裝閥門,電機軸承、電機定子、冷箱內等一些不易維護或重要的地方均采用雙支熱電阻。另外分析儀表室設有6面分析儀表柜,共12臺(其中10臺進口),分別用于分析產品純度、液體空氣、粗氬含氧量、污氮中含氧量等過程參量,這些分析儀對于研究分餾狀況很有幫助。
3、典型自動化控制系統分析
3.1防喘振控制系統
在空壓機正常運轉中,防喘振系統的保護是保障機器平穩運行,空分設備工況穩定的關鍵,故在設計防喘振系統時應做到全盤考慮。整個空壓機的連續控制分為二個大部分:機器(導葉)的自動加載和防喘振閥的連續控制。引入空壓機出口壓力,空壓機出口流量,結合空壓機廠家提供的喘振曲線去控制放空調節閥,以避免喘振發生。為安全考慮,放散閥應選快開閥。當喘振發生時,確保快速疏散,在考慮現場維護方便的情況下,放散閥應盡量靠近主管,放散管至消音器的距離也最好短一些。同時放散管也考慮加粗些,以使道路便利。本裝置空壓機原設計的自動加載,自動卸載由于空壓機導葉不能投入自動,現已取消此功能。防喘振主要靠三臺放空閥(原設計兩臺,疏散后壓力0.33Mpa,為保證安全增加一臺放空閥),每臺放空閥設有快開電磁閥和增速器保證壓縮機發生喘振時,2秒種快速打開三臺放空閥,從而保證機組的安全。
60190
66900
75900
76600
0
流量
6.15
6.61
6.8
7.22
0
壓力
圖2 理想的流量-壓力理論喘振曲線
3.2分程調節
為了能使精氬塔正常工作,要求入精氬液化器的精氬流量保持在設定值,FIC701實現分程調節,控制V705和V712閥,當粗氬流量增大量,V705(4~12mA)閥關小,粗氬流量減小時,V705閥開大。但當V705閥全開,FIC701的流量值仍低于設定值時,FIC701的調節器控制V712(12~20mA)開啟相應的開度,粗氬自動放空。
圖3粗氬系統流程圖
3.3 氧氣透平壓縮機吸入壓力及排出壓力調節系統(低選)
為保證氧壓機吸入壓力和排出壓力恒定而設。吸入壓力經壓力變送器PT3302送到DCS現場控制站,PIC3302調節器輸出來控制氧壓機入口導葉的開度,從而改變氧壓機的入口流量,以保持吸入壓力恒定;若由于供給氧壓機的氣量不中,以致于入口導葉關小到極限值,吸入壓力仍然低于規定值時,則現場控制站的PY3304自動地打開高壓旁通閥V3303,靠回流量來維持吸入壓力恒定。動作一般設定為先關導葉,后開回流。
排氣壓力經壓力變送器PT3309送到DCS現場控制站,其一與來自PT3302吸入壓力經低值選擇PY3304輸出控制高壓放空閥V3304,但兩者設定值是不一樣的,先開回流,后放空。確保排氣壓力不超過規定值,并且不影響其他調節系統。
圖4氧氣透平壓縮機低選原理圖
3.4 PID控制
圖5單回路PID控制框圖
比例、積分、微分調節規律對控制系統的影響:
比例調節規律就是調節器的輸出變化與輸入偏差成比例關系。只要調節器有偏差輸入,其輸出按比例變化,因此比例作用及時迅速。但比例作用存在余差,即被調參數回不到設定值上。余差是比例作用的一個缺點。比例常數值越大,余差越小;但若過大,系統容易振蕩,甚至發散。
積分調節規律只要偏差存在,積分作用的輸出就會隨時間不斷變化,直到偏差消除,調節器的輸出才穩定,這就是說積分作用能消除余差。積分時間越小,積分速度越大,積分作用越強,但系統的穩定性降低。
微分調節規律根據被調參數變化的趨勢,而提前調節措施,這是微分作用的特點,稱為超前。對于容量滯后較大的對象,用微分作用可以使超調量減少,操作周期和回復時間縮短,系統的質量可得到全面的提高。微分作用的時間越長,則微分作用的輸出越大,微分作用越強。但微分時間過長,容易引起系統的不良振蕩。
空分上常用的壓力調節用比例積分調節。液位調節有滯后性,應在比例積分調節的基礎上加一定的微分調節,但實際調節時調整效果不理想,一般不加微分調節。溫度調節時滯后性比較大,調節時微分參數必須有才能達到理想的調整效果。
3.5 增壓機回流閥控制和膨脹噴嘴控制現場與遠程控制
增壓機回流閥控制和膨脹噴嘴控制現場在膨脹機機旁盤和中控室DCS系統操作站上均可操作。膨脹機開車階段,一般在機旁盤上操作。待機組運行正常后,操作轉入中控室DCS 操作。下面程序是為保證機旁盤數顯儀控制與主控室DCS控制實現無擾動切換而編寫的。
SEQUENCE MMM4 (XPC ; POINT MMM4)
EXTERNAL HC401YM, HC402YM
EXTERNAL HI401Y, HI402Y
EXTERNAL PC402Y,HC402Y
---------------------------------
PHASE LTD
STEP ST1
IF HC401YM.PVFL=ON AND HI401Y.BADPVFL =OFF
THEN (SET PC402Y.MODATTR=PROGRAM;SET PC402Y.OP=HI401Y.PV)
ELSE SET PC402Y.MODATTR=OPERATOR
--------------------------------------
IF HC402YM.PVFL=ON AND HI402Y.BADPVFL =OFF
THEN (SET HC402Y.MODATTR=PROGRAM;SET HC402Y.OP=HI402Y.PV)
ELSE SET HC402Y.MODATTR=OPERATOR
GOTO STEP ST1
--------------------------------------------------------
END MMM4
圖6透平膨脹機噴嘴及回流閥自動跟蹤CL控制實例
3.6 再生污氮溫度控制系統
該系統中污氮和蒸氣送入蒸汽加熱器。污氮加熱后送入分子篩純化系統,用來再生分子篩吸附劑,在五萬立制氧工程中,通過調節蒸氣流量來穩定送出的再生污氮溫度。但可以看出這個控制系統有缺陷,如果進入加熱器的污氮流量發生變化時,會影響加熱器出口污氮的溫度;同時因為溫度檢測量變化較慢,用它來控制蒸汽進量有滯后的問題。所以如果采用前饋控制,將污氮流量變化這一先導干擾引入控制回路中,就可提高響應速度,穩定溫度。但為了保證前饋補償的精度,對控制閥的要求較嚴格,通過把前饋控制器的輸出與溫度控制器的輸出疊加后作為蒸汽流量控制器的給定值,從而構成前饋.串級控制,效果會更好些。
4 、結束語
當今,空氣分離技術越來越朝專業化、規模化、標準化的方向發展,在保證最大收益的前提下,努力降低能耗是這項技術面臨的主要工作。在實際工作中善于發現系統存在的問題,改善流程控制方案,必將進一步提高空氣分離的自動化控制技術水平。
參考文獻
1、毛紹融 現代空分設備技術與操作原理 杭州出版社。2005.5
作者簡介:王國海 ,男,1973年出生,儀表工, 工程師 ,1995年畢業于阜新礦業學院工業自動化儀表專業,現從事儀表維修維護工作。
(北營制氧廠)
摘要:本文介紹了空分裝置的現狀,簡述了北營制氧廠50000Nm3/h制氧機的工藝流程,并對其自動化系統的配置及典型控制回路進行了分析。
關鍵詞:空分裝置 集散控制系統 典型控制系統
The shallow talk about the automation of air separation unit in Oxygen Making Factory
Wang Guohai
(Beiying & Steel Co.Ltd oxygen plant)
Abstract:
The article introduced the current situation of the air separation unit, summarized the engineering process of 50000 NM3/H oxygen generator in Oxygen Making Factory, and carried out analysis on the automatic system allocation and classical control circuit.
Keywords:air separation unit Integrated navar Classical control system
1、概述
隨著世界工業化進程的不斷發展,冶金、化工、機械等傳統工業領域規模的日益龐大,及對氧、氮、氬等氣體要求的日益增加,空氣深度冷凍液化分離方法已成為適應大型工業性生產的首選方法。它的主要原理是將空氣經壓縮、冷卻和液化后利用空氣中氧、氮等氣體的沸點不同,采用多次蒸發,多次冷凝的方法進行精餾分離而得到產品,再按不同用途將產品加壓貯存和輸送給用戶。本文以制氧廠50000Nm3/h制氧機為例談一下其自動化控制系統的特點。
2、空氣分離流程特點及其自動控制系統
2.1工藝流程及主要性能參數
該套空分設備采用分子篩增壓流程,壓縮空氣經分子篩純化后,一路經冷箱內換熱器到氧氮分餾塔下塔分餾;另一路經增壓機增壓的空氣,到換熱器冷卻后再經膨脹機膨脹,最后到氧氮分餾塔上塔進行分餾,得到液氧、液氮、產品氧和氬餾份。另外該套空分采用規整填料塔和全精餾制氬等先進技術外,還采用了液氧自增壓技術,具有負荷變化范圍大,液體產量高的特點。采用液氧泵,將上塔底部的液體打到主冷的上部,也是這一套空分設備流程組織的一個特點。該套空分設備不僅要求有高負荷的工況, 更具備穩定的低負荷工況, 其負荷變化的范圍是50%~105%。
本項目的設備除兩臺空透是GHH公司利舊設備,其它的主體設備均為國產,如氧氣機是杭氧公司的,冰機開利公司的,氮透是沈鼓公司的。這個系統的控制點有模擬量輸入560點,模擬量輸出98點,RTD輸入125點,數字量輸入(24VDC)148點,數字量輸出(220VAC,50Hz)120點。
2.2 自動控制系統
五萬立制氧機組儀控系統采用日本山武的Harmonas DCS過程控制系統,以彩色CRT屏幕顯示、鍵盤操作、自動制表代替了常規的中央控制室內設置的主儀表盤、半模擬盤及操作臺上所設置的顯示、報警、記錄及操作儀表。Harmonas過程控制系統及機旁盤采用UPS不間斷電源供電,包括分析儀表室內所有的分析儀表。
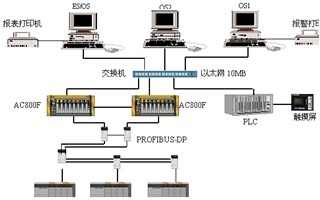
本系統采用利用DCS冗余技術,使控制器、電源及通訊總線采用雙機熱備的形式,控制的可靠性得到進一步提高。能夠實現連續控制、順序控制、邏輯控制、先進控制、數據采集及網絡之間的互相通訊等功能,將生產過程控制、監視操作和工廠管理有機地結合起來。DCS人機界面使用的是INTOUCH軟件,從控制器讀取過程采集來的數據用于顯示,同時操作員把各種控制命令寫到控制器里。總之操作站完成了過程數據的實時監視各種畫面顯示、操作命令的輸入、報警和事件、報表及打印、系統診斷和維護、系統組態。
圖1制氧廠山武DCS系統網絡拓樸圖
系統I/O包括HLAI高電平模擬輸入模塊,LLADMUL(RTD)模塊,模擬量輸出AO模塊,DO(220VAC,50HZ)模塊,DI(24VDC)模塊。系統總I/O負荷占最大允許量的比例小于85%。負荷率是合理的。
為了能使監控準確可靠和對計量的要求,現場選用E+H變送器,閥門分子篩部分采用法液空利舊閥門,其它的大部分采用無錫工裝閥門,電機軸承、電機定子、冷箱內等一些不易維護或重要的地方均采用雙支熱電阻。另外分析儀表室設有6面分析儀表柜,共12臺(其中10臺進口),分別用于分析產品純度、液體空氣、粗氬含氧量、污氮中含氧量等過程參量,這些分析儀對于研究分餾狀況很有幫助。
3、典型自動化控制系統分析
3.1防喘振控制系統
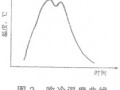
在空壓機正常運轉中,防喘振系統的保護是保障機器平穩運行,空分設備工況穩定的關鍵,故在設計防喘振系統時應做到全盤考慮。整個空壓機的連續控制分為二個大部分:機器(導葉)的自動加載和防喘振閥的連續控制。引入空壓機出口壓力,空壓機出口流量,結合空壓機廠家提供的喘振曲線去控制放空調節閥,以避免喘振發生。為安全考慮,放散閥應選快開閥。當喘振發生時,確保快速疏散,在考慮現場維護方便的情況下,放散閥應盡量靠近主管,放散管至消音器的距離也最好短一些。同時放散管也考慮加粗些,以使道路便利。本裝置空壓機原設計的自動加載,自動卸載由于空壓機導葉不能投入自動,現已取消此功能。防喘振主要靠三臺放空閥(原設計兩臺,疏散后壓力0.33Mpa,為保證安全增加一臺放空閥),每臺放空閥設有快開電磁閥和增速器保證壓縮機發生喘振時,2秒種快速打開三臺放空閥,從而保證機組的安全。
60190
66900
75900
76600
0
流量
6.15
6.61
6.8
7.22
0
壓力
圖2 理想的流量-壓力理論喘振曲線
3.2分程調節
為了能使精氬塔正常工作,要求入精氬液化器的精氬流量保持在設定值,FIC701實現分程調節,控制V705和V712閥,當粗氬流量增大量,V705(4~12mA)閥關小,粗氬流量減小時,V705閥開大。但當V705閥全開,FIC701的流量值仍低于設定值時,FIC701的調節器控制V712(12~20mA)開啟相應的開度,粗氬自動放空。
圖3粗氬系統流程圖
3.3 氧氣透平壓縮機吸入壓力及排出壓力調節系統(低選)
為保證氧壓機吸入壓力和排出壓力恒定而設。吸入壓力經壓力變送器PT3302送到DCS現場控制站,PIC3302調節器輸出來控制氧壓機入口導葉的開度,從而改變氧壓機的入口流量,以保持吸入壓力恒定;若由于供給氧壓機的氣量不中,以致于入口導葉關小到極限值,吸入壓力仍然低于規定值時,則現場控制站的PY3304自動地打開高壓旁通閥V3303,靠回流量來維持吸入壓力恒定。動作一般設定為先關導葉,后開回流。
排氣壓力經壓力變送器PT3309送到DCS現場控制站,其一與來自PT3302吸入壓力經低值選擇PY3304輸出控制高壓放空閥V3304,但兩者設定值是不一樣的,先開回流,后放空。確保排氣壓力不超過規定值,并且不影響其他調節系統。
圖4氧氣透平壓縮機低選原理圖
3.4 PID控制
圖5單回路PID控制框圖
比例、積分、微分調節規律對控制系統的影響:
比例調節規律就是調節器的輸出變化與輸入偏差成比例關系。只要調節器有偏差輸入,其輸出按比例變化,因此比例作用及時迅速。但比例作用存在余差,即被調參數回不到設定值上。余差是比例作用的一個缺點。比例常數值越大,余差越小;但若過大,系統容易振蕩,甚至發散。
積分調節規律只要偏差存在,積分作用的輸出就會隨時間不斷變化,直到偏差消除,調節器的輸出才穩定,這就是說積分作用能消除余差。積分時間越小,積分速度越大,積分作用越強,但系統的穩定性降低。
微分調節規律根據被調參數變化的趨勢,而提前調節措施,這是微分作用的特點,稱為超前。對于容量滯后較大的對象,用微分作用可以使超調量減少,操作周期和回復時間縮短,系統的質量可得到全面的提高。微分作用的時間越長,則微分作用的輸出越大,微分作用越強。但微分時間過長,容易引起系統的不良振蕩。
空分上常用的壓力調節用比例積分調節。液位調節有滯后性,應在比例積分調節的基礎上加一定的微分調節,但實際調節時調整效果不理想,一般不加微分調節。溫度調節時滯后性比較大,調節時微分參數必須有才能達到理想的調整效果。
3.5 增壓機回流閥控制和膨脹噴嘴控制現場與遠程控制
增壓機回流閥控制和膨脹噴嘴控制現場在膨脹機機旁盤和中控室DCS系統操作站上均可操作。膨脹機開車階段,一般在機旁盤上操作。待機組運行正常后,操作轉入中控室DCS 操作。下面程序是為保證機旁盤數顯儀控制與主控室DCS控制實現無擾動切換而編寫的。
SEQUENCE MMM4 (XPC ; POINT MMM4)
EXTERNAL HC401YM, HC402YM
EXTERNAL HI401Y, HI402Y
EXTERNAL PC402Y,HC402Y
---------------------------------
PHASE LTD
STEP ST1
IF HC401YM.PVFL=ON AND HI401Y.BADPVFL =OFF
THEN (SET PC402Y.MODATTR=PROGRAM;SET PC402Y.OP=HI401Y.PV)
ELSE SET PC402Y.MODATTR=OPERATOR
--------------------------------------
IF HC402YM.PVFL=ON AND HI402Y.BADPVFL =OFF
THEN (SET HC402Y.MODATTR=PROGRAM;SET HC402Y.OP=HI402Y.PV)
ELSE SET HC402Y.MODATTR=OPERATOR
GOTO STEP ST1
--------------------------------------------------------
END MMM4
圖6透平膨脹機噴嘴及回流閥自動跟蹤CL控制實例
3.6 再生污氮溫度控制系統
該系統中污氮和蒸氣送入蒸汽加熱器。污氮加熱后送入分子篩純化系統,用來再生分子篩吸附劑,在五萬立制氧工程中,通過調節蒸氣流量來穩定送出的再生污氮溫度。但可以看出這個控制系統有缺陷,如果進入加熱器的污氮流量發生變化時,會影響加熱器出口污氮的溫度;同時因為溫度檢測量變化較慢,用它來控制蒸汽進量有滯后的問題。所以如果采用前饋控制,將污氮流量變化這一先導干擾引入控制回路中,就可提高響應速度,穩定溫度。但為了保證前饋補償的精度,對控制閥的要求較嚴格,通過把前饋控制器的輸出與溫度控制器的輸出疊加后作為蒸汽流量控制器的給定值,從而構成前饋.串級控制,效果會更好些。
4 、結束語
當今,空氣分離技術越來越朝專業化、規模化、標準化的方向發展,在保證最大收益的前提下,努力降低能耗是這項技術面臨的主要工作。在實際工作中善于發現系統存在的問題,改善流程控制方案,必將進一步提高空氣分離的自動化控制技術水平。
參考文獻
1、毛紹融 現代空分設備技術與操作原理 杭州出版社。2005.5
作者簡介:王國海 ,男,1973年出生,儀表工, 工程師 ,1995年畢業于阜新礦業學院工業自動化儀表專業,現從事儀表維修維護工作。